
Tin kỹ thuật
Công nghệ sản xuất axit axetic của BASF

Th10
Tuy nhiên, để đáp ứng nhu cầu sử dụng axit axetic ngày càng lớn thì hiện nay hướng chủ yếu để sản xuất axit axetic là bằng phương pháp tổng hợp. Hướng quan trọng nhất để tổng hợp axit axetic là:
– Tổng hợp metanol và CO ( cacbonyl hoá metanol) .
– Oxy hoá trực tiếp các HC no.
Ngoài ra axit axetic còn thu được khi oxy hoá cacbua hydoro, trong đó axit axetic là một sản phẩm phụ. Nhưng phương pháp chủ yếu vẫn là đi từ axetaldehyt.
I. Công nghệ tổng hợp axit axetic từ metanol và cacbon monoxyt:
1. Giới thiệu:
Công nghệ sản xuất axit axetic từ metanol và cacbon monoxyt ở nhiệt độ và áp suất cao được hãng BASF đưa ra từ rất sớm(1913) dựa trên phản ứng:
CH3OH + CO --> CH3COOH , DH298 = – 138,6 KJ/mol
Điều kiện tiến hành khắc nghiệt về nhiệt độ và áp suất cộng với sự có mặt của các chất ăn mòn mạnh (các hợp chất iodua) đã ngăn cản việc thương mại hoá công nghệ này. Năm 1914, các nghiên cứu của REPPE(BASF) cho thấy rằng các kim loại nhóm VIII xúc tác có hiệu quả cho quá trình cacbonyl hoá. Điều này dẫn đến việc ra đời và phát triển công nghệ nhiệt độ và áp suất cao (250oC và 70MPa ) với xúc tác coban iodua. Quá trình này được BASF đưa vào áp dụng năm 1960 tại Luwig Shafen (CHLB Đức). Công suất ban đầu là 3.600 tấn/năm. Sau đó tăng lên 10.000 tấn/năm vào năm 1964 và 35.000 tấn/năm vào năm 1970. Năm 1981 công suất đạt 45.000 tấn/năm.
Năm 1966, Borden chemical có khởi động xây dựng một nhà máy sản xuất axit axetic trên cơ sơ công nghệ BASF tại Geimak ( Bang Louisiana, Mỹ) với năng suất ban đầu là 45.000 tấn/năm sau đó tăng lên 64.000 tấn/năm vào năm 1981.
Năm 1968, Monsanto công bố một khám phá mới. Xúc tác rhodi với hoạt tính và độ chọn lọc rất cao cho phản ứng cacbonyl hoá metanol(MeOH) thành axit axetic. Metanol có thể cacbonyl hoá ngay cả ở áp suất thường với hiệu suất chuyển hoá là 99% đối với metanol và 90% đối với cacbon monoxyd.
Quá trình có sử dụng xúc tác này được áp dụng năm 1970 tại bang Texas_Mỹ. Công suất ban đầu là 135.000 tấn/năm, sau đó tăng lên 180.000 tấn/năm vào năm 1975. Điều kiện tiến hành quá trình Monsanto mềm hơn so với quá trình BASF (3 MPa và 180oC ) .
2. Bản chất hoá học và điều kiện phản ứng:
Bản chất hoá học của cả hai quá trình của BASF và Monsanto là tương tự nhau nhưng động học thì khác nhau. Trong cả hai quá trình này có hai dạng xúc tác quan trọng, một liên quan tới xúc tác cacbonyl kim loại và một liên quan đến chất kích hoạt iodua.
Quá trình BASF sử dụng cacbonyl coban làm xúc tác với chất kích động iodua CoI2 được dùng để tái sinh tại chỗ Co2(CO)8 và HI. Tốc độ phản ứng phụ thuộc vào áp suất riêng phần của cacbon monoxit và nồng độ metanol. Hiệu suất thu axit axetic đạt 90% đối với metanol và 70% đối với cacbon monoxit .
Cơ chế phản ứng như sau:
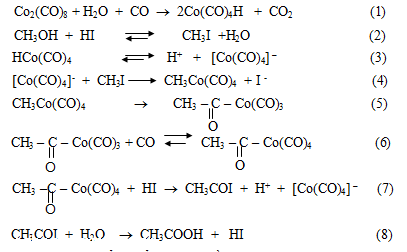
Phản ứng (1) có thể chuyển hoá CO bằng hơi nước xúc tác là Co2(CO)8 và H2 được tạo ra bằng cách phân ly phức hydro cacbonyl. Metyl iodua liên tục tấn công bởi tác nhân nucleophil là ion [Co(CO)4] – ở (4). Gốc iodua làm cho phản ứng dễ dàng hơn vì nó dễ tách hơn OH –. CH3I phản ứng với phối trí bão hoà d10 Co(CO)4. Quá trình oxy hoá cộng hợp của CH3I vào Co(CO)4 khó khăn hơn vào [Rh(CO)2I2]. Sản phẩm cộng hợp ban đầu là một phức 5 phối trí d8 CH3Co(CO)4. Giai đoạn chuyển vị metyl ở (5) xảy ra chậm hơn so với quá trình xúc tác bởi rhodium. Khi tạo thành hợp chất trung gian axyl của coban, hợp chất này không bị phân huỷ tạo coban iodua vì iod không phối trí với coban. Các giai đoạn liên quan đến cơ chế phản ứng dùng xúc tác rhodi được giải thích bởi khả năng phản ứng của coban thấp hơn của rhodi. Điều này giải thích tại sao nhiệt độ của quá trình BASF lại cao hơn của quá trình Monsanto. Hơn nữa áp suất riêng phần của cacbon monoxit cũng phải cao để ổn định phức [Cd(CO)4] – .
Sản phẩm phụ của BASF là CH4, CH3CHO, C2H5OH, C2H5COOH, CO2. Khoảng 3,5% CH3OH phản ứng mất mát dưới dạng metan, 4,5% dưới dạng sản phẩm phụ lỏng, 2% dưới dạng khí thải. Khoảng 10% CO nguyên liệu bị biến đổi thành CO2 theo phản ứng chuyển hoá khí hơi nước.
CO + H2O --> CO2 + H2 (9)
Quá trình Mosanto dùng xúc tác rhodi cacbonyl và chất kích động iodua được tiến hành ở điều kiện mềm hơn so với quá trình BASF. Hệ xúc tác này cũng không nhạy với hydro như quá trình BASF, các sản phẩm phụ cũng không đáng kể.
Các nghiên cứu động học của phản ứng cacbonyl hoá metanol bởi rhodi cho thấy rằng: bậc của phản ứng là bậc 0 với cacbon monoxit và metanol bậc1 với rhodi và chất kích động iotdua. Nhờ hợp chất khác nhau của rhodi cũng được dùng làm xúc tác hiệu quả ở 150 ữ 200oC. Chất kích động iodua thường dùng là metyl iodua hoặc một số dạng iotdua khác.
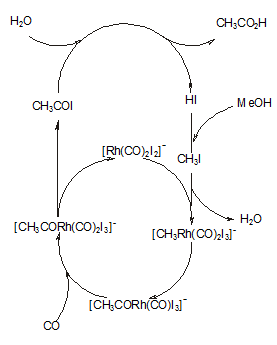
Chu trình xúc tác chỉ ra ở hình trên được xây dựng trên cơ sở các nghiên cứu quang phổ và động học [Rh(CO)2I2] – phản ứng với metyl iodua bằng oxy hoá cộng để tạo hợp chất trung gian metyl rhodi. Sau đó chuyển vị metyl tạo ra hợp chất trung gian năm phối trí, rồi loại axetyl iodua và tái sinh phức [Rh(CO)2I2] –. Axetyl iodua phản ứng với nước để tái sinh HI và sản xuất axit axetic. HI phản ứng với metannol tạo metyl iodua. Bằng cách này phức rhodi ban đầu và chất kích hoạt metyl iodua được tái sinh.
Sản phẩm phụ chủ yếu của quá trình là CO2 và H2 do phản ứng chuyển hoá CO bởi xúc tác là hợp chất rhodi.
3. Sơ đồ công nghệ của BASF
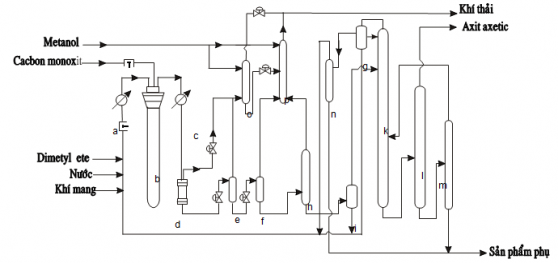
Sơ đồ công nghệ sản xuất axit axetic của hãng Basf đi từ metanol
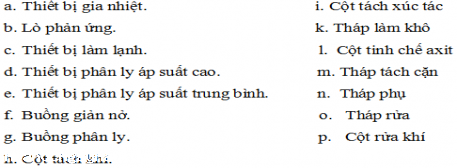
Axit từ buồng giãn nở (f) chiếm 45% khối lượng axit axetic, 35% khối lượng nước, 20% khối lượng este (chủ yếu là metyl axetat). Axit được tinh chế ở 5 tháp chưng cất. Tháp thứ nhất (h) dùng đuổi khí từ hỗn hợp sản phẩm thô, khí thoát ra được đưa vào tháp rửa. Xúc tác được tách ra bằng cách chưng cất các cấu tử dễ bay hơi ở thiết bị tách xúc tác (i). Tại thiết bị sấy (k) cho phép nhận được axit tinh bằng phương pháp chưng cất đẳng phí. Sản phẩm đỉnh của tháp làm khô chứa axit axetic, axit formic, nước, sản phẩm phụ, chúng tạo hỗn hợp đẳng phí với nước. Sản phẩm đỉnh này là một hệ hai pha, nó được tách ở trong buồng (g). Một phần của pha hữu cơ, chứa chủ yếu este được trở lại (k), ở đó nó đóng vai trò là một tác nhân đẳng phí. Phần còn lại được đưa đến tháp phụ (n), ở đây phần nặng được lấy ra ở phần đáy tháp, phần nhẹ ở đỉnh tháp được đưa tuần hoàn lại thiết bị phản ứng. Phần chủ yếu ở tháp làm khô được đưa đến tháp làm sạch lần cuối, ở đó axit axetic được lấy ra ở đỉnh tháp, sản phẩm đáy được đưa đến tháp tách cặn (m). Sản phẩm đỉnh của tháp này được đưa tới tháp tách nước, sản phẩm đáy chứa 50% khối lượng axit propionic được đưa đi thu hồi.
Nguồn:hoahocngaynay